Calibración de medida materializada de longitud en el Laboratorio Secundario de Interferometría del CENAMEP AIP
Quezada, Katherine
Laboratorio Secundario de Interferometría, Coordinación de Magnitudes Mecánicas, Centro Nacional de Metrología de Panamá (CENAMEP AIP)
Ciudad de Panamá, Panamá
ORCID: 0009-0009-8433-7316
Aizpurua, Edwin
Laboratorio Secundario de Interferometría, Coordinación de Magnitudes Mecánicas, Centro Nacional de Metrología de Panamá (CENAMEP AIP)
Ciudad de Panamá, Panamá
ORCID: 0000-0001-8897-7518
Abstract
This paper presents the progress made in the service for the calibration of materialized length measurement at the Secondary Interferometry Laboratory of CENAMEP AIP. The objective of this project is to offer materialized length measurement calibration to industry and secondary laboratories, and to mark a starting point for the use of interferometry in the area of length metrology at CENAMEP AIP. In turn, the mathematical models used to calculate measurement error and uncertainty are defined. The procedure employed involved the use of laser interferometry as a reference standard and a 30-meter tape measure as the unknown. Data collection was carried out by two metrologists from the laboratory, and a maximum range of 10 meters was established. The obtained results demonstrated that the calibration process used was satisfactory due to the good reproducibility of the data. With these results, the laboratory seeks to show the scientific community the importance of a preliminary study to ensure the reliability of measurements.
Keywords: calibration, measuring tape, materialized length measurement, interferometry, uncertainty.
Resumen
En este trabajo se presentan los avances del servicio para la calibración de medida materializada de longitud en el Laboratorio Secundario de Interferometría del CENAMEP AIP. El objetivo de este proyecto es ofrecer la calibración de medida materializada de longitud a la industria y laboratorios secundarios, y marcar un punto de inicio el uso de interferometría para el área de Metrología de longitud en el CENAMEP AIP. A su vez, se definen los modelos matemáticos utilizados para el cálculo del error y la incertidumbre de medición. El procedimiento empleado involucró el uso de interferometría láser como patrón de referencia y una cinta métrica de 30 metros como incógnita. La toma de datos fue realizada por dos metrólogos del laboratorio y se estableció un alcance máximo de 10 metros. Los resultados obtenidos demostraron que el proceso de calibración utilizado ha sido satisfactorio debido a la buena reproducibilidad de los datos. Con estos resultados, el laboratorio busca mostrar a la comunidad científica la importancia de un estudio preliminar para asegurar la confiabilidad en las mediciones.
Palabras claves: calibración, cinta métrica, medida materializada de longitud, interferometría, incertidumbre.
1.Introducción
El Centro Nacional de Metrología de Panamá (CENAMEP AIP) está desarrollando el servicio de calibración de medidas materializadas de longitud (MML) de uso general con referencias hasta 30 m. En el Laboratorio Secundario de Interferometría se ha desarrollado el servicio de calibración de todas aquellas MML con referencia, rígidas o flexibles de una sola pieza o articuladas, cintas métricas de acero con o sin tensor (plomada), fibra de vidrio, plástico u otro material, con longitud de hasta 30 m y división de escala entre 1 mm y 10 mm.
El proceso de calibración de la MML en el CENAMEP AIP se basa en el uso de interferometría láser. El laboratorio cuenta con este tipo de instrumentos de medición, que se caracterizan por su alta precisión y exactitud, siendo un gran referente en metrología de longitud.
A modo de antecedente, durante el invierno de 1880, se concibió un método para comprobar el movimiento relativo de la Tierra y el éter, el cual resultó en la invención del interferómetro. La idea de Michelson partía del supuesto de que la velocidad de la luz era constante y, dado que la Tierra se movía a través de un éter estacionario, el experimento estaba diseñado para detectar su orientación respecto a la propagación de la luz [1].
El fenómeno físico fundamental detrás del interferómetro es la interferencia de ondas de luz. Cuando dos haces se recombinan, forman un patrón de franjas cuya posición depende de la diferencia en la fase acumulada durante su recorrido por caminos diferentes. Cambios en este patrón indican variaciones en la velocidad de la luz en uno de los brazos, lo que fue buscado para probar la existencia del éter [2].
El interferómetro de Michelson consiste en un divisor de haz, que divide un haz de luz en dos caminos diferentes, y dos espejos que reflejan la luz creando dos fuentes puntuales coherentes virtuales y que se interfieren en un punto al volver. En este punto, las dos ondas de luz interfieren entre sí, creando patrones de interferencia que pueden ser observados y analizados [2], como se observa en la Fig. 1.
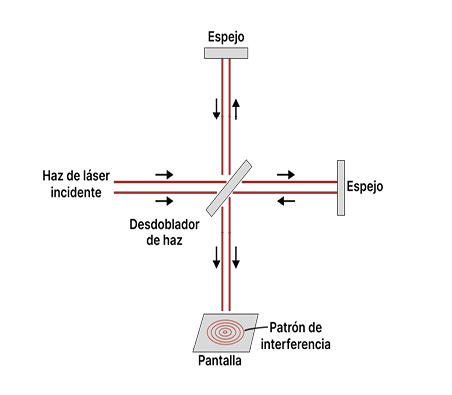
Fig. 1. Interferómetro de Michelson.
En metrología, es fundamental conocer la duda cuantificable de una medición. Por esta razón, se realiza un análisis matemático para conocer el efecto que puede tener en el sistema los factores externos. Estos factores pueden traducirse en parámetros cuantificables como los que se verán a continuación.
Estimación de incertidumbre
La corrección de calibración en cada punto [3] viene dada por la siguiente ecuación:

Aplicando la ley de propagación de incertidumbres [4, 5] a la Ecuación 1 se obtiene lo siguiente:

donde:

Cálculo del error de la medición
El error de medición en la calibración se obtiene de la siguiente manera:

donde:

El objetivo de este proyecto es ofrecer la calibración de MML a la industria y laboratorios secundarios (principalmente en Panamá), y marcar un punto de inicio hacia el uso de interferometría láser para el área de metrología de longitud en el CENAMEP AIP.
La importancia de este tipo de proyectos radica en la mejora de los sistemas de medición en el país para brindar confiabilidad en las mediciones y establecer un referente nacional de alta exactitud en el área de longitud. Asimismo, se sientan las bases para realizar colaboraciones internacionales orientadas a generar soluciones a largo plazo en este campo.
2. Materiales y métodos
Patrón de referencia
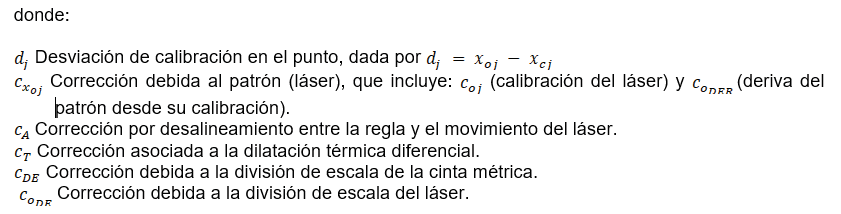
En el CENAMEP AIP se dispone de un láser y un conjunto de espejos que asemejan la funcionalidad del Interferómetro de Michelson. Este sistema se utiliza para la calibración de MML (ver la Fig. 2 mostrada a continuación), donde se dispone de un arreglo óptico muy similar al mostrado en la Fig. 1, con la diferencia de que uno de los retrorreflectores puede movilizarse para realizar las mediciones de longitud a lo largo de una distancia determinada.
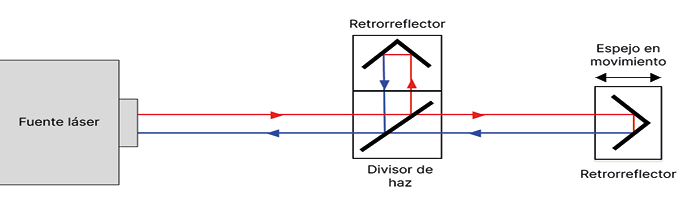
Fig. 2. Sistema de medición óptico del Laboratorio Secundario de Interferometría.
Equipo bajo calibración
En el desarrollo de este trabajo se estableció el uso de una cinta métrica de alta exactitud, como equipo bajo calibración o incógnita, para realizar mediciones de hasta 10 m. Esta cinta es de clase I, siendo la clase de exactitud más alta [6].
Proceso de calibración
El proceso de calibración consistió en utilizar el patrón de referencia (láser) para medir los puntos de longitud del sistema. Este sistema de medición consiste en una bancada sobre la cual reposa un carro con una cámara y un retrorreflector. Este equipo se desplaza a lo largo de la bancada y permite ubicarse en la longitud a medir.
La cinta métrica utilizada fue calibrada en el Instituto Tecnológico de Aragón [7], el cual tiene acreditación con la Entidad Nacional de Acreditación de España (ENAC), quien a su vez está acreditado con el International Laboratory Accreditation Cooperation (ILAC).
Por esta razón, dos metrólogos del Laboratorio Secundario de Interferometría, responsables de la toma de datos, realizaron una comparación entre estos resultados y los ofrecidos por el laboratorio donde fue calibrada la cinta.
3. Resultados y discusión
En primera instancia, en la Tabla 1 se presentan los resultados dados por el Instituto Tecnológico de Aragón (España) para la cinta de 30 m.
Tabla 1. Calibración de la cinta métrica en el Instituto Tecnológico de Aragón (España).
|
Valor nominal (mm) |
Error (mm) |
Incertidumbre (mm) |
|
0 |
- |
- |
|
1 000 |
0 |
1,0 |
|
2 000 |
0 |
1,0 |
|
3 000 |
0 |
1,4 |
|
4 000 |
0 |
1,4 |
|
5 000 |
0 |
1,7 |
|
6 000 |
0 |
1,7 |
|
7 000 |
0 |
2,0 |
|
8 000 |
0 |
2,0 |
|
9 000 |
0 |
2,2 |
|
10 000 |
0 |
2,2 |
A continuación, se presentan los resultados obtenidos por dos metrólogos del Laboratorio Secundario de Interferometría. En la Tabla 2 se muestran los datos del metrólogo 1 y en la Tabla 3 los del metrólogo 2. Cabe destacar que el error y la incertidumbre fueron calculados con la Ecuación 2 y 3.
Tabla 2. Calibración de la cinta métrica por el metrólogo 1.
|
Valor nominal (mm) |
Error (mm) |
Incertidumbre (mm) |
|
0 |
0 |
0,006 |
|
1 000 |
-0,108 |
0,058 |
|
2 000 |
0,045 |
0,094 |
|
3 000 |
0,142 |
0,139 |
|
4 000 |
0,151 |
0,185 |
|
5 000 |
0,355 |
0,231 |
|
6 000 |
0,535 |
0,277 |
|
7 000 |
0,502 |
0,323 |
|
8 000 |
0,722 |
0,369 |
|
9 000 |
1,057 |
0,414 |
|
10 000 |
0,964 |
0,463 |
Tabla 3. Calibración de la cinta métrica por el metrólogo 2.
|
Valor nominal (mm) |
Error (mm) |
Incertidumbre (mm) |
|
0 |
0,0 |
0,054 |
|
1 000 |
-0,068 |
0,121 |
|
2 000 |
0,044 |
0,109 |
|
3 000 |
0,128 |
0,144 |
|
4 000 |
0,127 |
0,192 |
|
5 000 |
0,364 |
0,247 |
|
6 000 |
0,483 |
0,287 |
|
7 000 |
0,465 |
0,325 |
|
8 000 |
0,704 |
0,386 |
|
9 000 |
1,022 |
0,418 |
|
10 000 |
0,885 |
0,474 |
En la Tabla 4 se muestran los errores normalizados obtenidos para los metrólogos participantes haciendo uso de los valores del certificado de calibración de la referencia.
Tabla 4. Error normalizado calculado entre los dos metrólogos y la referencia.
|
Valor nominal (mm) |
|
|
|
0 |
0 |
0 |
|
1 000 |
0,07 |
0,11 |
|
2 000 |
0,04 |
0,04 |
|
3 000 |
0,09 |
0,10 |
|
4 000 |
0,09 |
0,11 |
|
5 000 |
0,21 |
0,21 |
|
6 000 |
0,28 |
0,31 |
|
7 000 |
0,23 |
0,25 |
|
8 000 |
0,35 |
0,36 |
|
9 000 |
0,46 |
0,47 |
|
10 000 |
0,39 |
0,43 |


Fig. 3. Comparación entre los metrólogos 1 y 2.
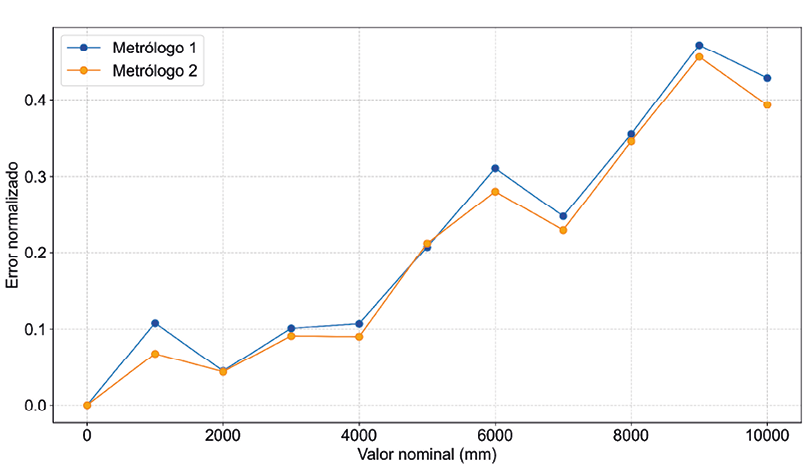
Fig. 4. Error normalizado obtenido de los metrologos con respecto a la referencia.
En la Fig. 3 se muestran los errores obtenidos y su respectiva incertidumbre para cada uno de los metrólogos involucrados. Estos resultados demuestran que ambos son comparables y mantienen un comportamiento similar. Cabe resaltar que los errores aumentan a medida que aumenta el valor nominal. Este aumento está relacionado a errores sistemáticos y aleatorios asociados al proceso de calibración, que se van acumulando con cada punto. Además, la incertidumbre de ambos metrólogos se mantuvo cercana entre sí.
En la Fig.4 el error normalizado obtenido al comparar las mediciones de cada uno de los metrólogos con la referencia utilizada mantiene un comportamiento muy similar. A medida que aumenta el valor nominal, el error normalizado incrementa, lo cual lleva relación con el aumento de error obtenido durante la calibración. Además, los valores se mantuvieron por debajo de 0,5. Este resultado nos demuestra lo cerca que estuvieron los resultados obtenidos de la calibración con respecto a la referencia.
4. CONCLUSIONES
Se concluye que el método empleado para el servicio de calibración de MML funciona en óptimas condiciones. Los resultados derivados de la comparación entre los metrólogos y, posteriormente, con respecto a la referencia fueron satisfactorios. Esto demuestra que el Laboratorio Secundario de Interferometría avanza en la dirección correcta para ofrecer un servicio de calibración confiable y exacto al país. Además, los resultados obtenidos contribuyen al cumplimiento del objetivo planteado en este trabajo.
Por otra parte, el Centro se encuentra actualmente desarrollando la implementación de un sistema de visualización automatizado que permita la detección del centro del trazo de una MML. Esta iniciativa busca obtener mejores resultados de error e incertidumbre en este servicio de calibración, que en un principio estará dirigido a la industria panameña, pero que luego se puede expandir en su cobertura hacia el nivel regional.
Finalmente, cabe indicar que el Laboratorio Secundario de Interferometría en el CENAMEP AIP se encuentra en el desarrollo inicial del servicio de calibración de mesas de planitud. Este servicio evalúa la planitud de superficies de referencia utilizadas en mediciones geométricas, garantizando su exactitud y trazabilidad. Su implementación permitirá fortalecer la confiabilidad de las mediciones en este campo y atender las demandas del país en el área de longitud por interferometría.
Referencias
- N. Hernandez Cornejo, “El interferómetro de Michelson: entre el éter y las ondas gravitacionales”, Repositorio Institucional Digital de Acceso Abierto de la Universidad Nacional de Quilmes,vol. 9, no. 1, pp. 29-49, 2018. [En línea]. Disponible en: http://ridaa.unq.edu.ar/handle/20.500.11807/2525.
- F. Muñoz, J. Monsoriu y J. Ortega, “Estudio del interferómetro de Michelson mediante un laboratorio virtual”, Modelling in Science Education and Learning, vol. 17, pp. 151-156, 2024. [En línea]. Disponible en: https://doi.org/10.4995/msel.2024.21283.
- Centro Español de Metrología. “PROCEDIMIENTO DI-011 PARA LA CALIBRACIÓN DE FLEXÓMETROS”. [En línea]. Disponible en: https://www.cem.es/sites/default/files/di-011_digital.pdf.
- Centro Español de Metrología, “Vocabulario Internacional de Metrología: Conceptos fundamentales y generales, y términos asociados”, 3ra ed. España: CEM, 2012. [en línea]. Disponible en: https://www.cem.es/sites/default/files/vim-cem-2012web.pdf.
- Centro Español de Metrología, “Guía para la Expresión de la Incertidumbre de Medida”, 1ra ed. España: CEM, 2008. [en línea]. Disponible en: https://www.cem.es/sites/default/files/gum20digital1202010.pdf.
- International Recommendation OIML R. 35-1. “Material measures of length for general use Part 1: Metrological and technical requirements”. [En línea]. Disponible en: https://www.oiml.org/en/files/pdf_r/r035-1-e07.pdf.
- Instituto Tecnológico de Aragón. (s. f.). “ITA”. [En línea]. Disponible en: https://www.ita.es/.
- Granados Romero Adrián, “Estudio sobre la medida del error de planitud con láser interferométrico”, Grado En Ingeniería Mecánica, Universidad de Valladolid, España, 2016.
Agradecimientos
Los autores agradecen a todo el personal técnico y administrativo del CENAMEP AIP por la ayuda y apoyo logístico en el desarrollo de este proyecto, con el fin de habilitar un nuevo servicio de calibración de medida materializada de longitud, para el país.
Autorización y Licencia CC
Los autores autorizan a APANAC XX a publicar el artículo en las actas de la conferencia en acceso abierto (open access) en diversos formatos digitales (PDF, HTML, EPUB) e integrarlos en diversas plataformas online como repositorios y bases de datos, bajo la licencia CC:
Attribution-NonCommercial-ShareAlike 4.0 International (CC BY-NC-SA 4.0) https://creativecommons.org/licenses/by-nc-sa/4.0/.
Ni APANAC XX ni los editores son responsables ni del contenido ni de las implicaciones de lo expresado en este artículo.